

Large-diameter pipes—1,420 mm in diameter with 16-mm wall thickness—made from X67 steel (the Russian equivalent is 10G2S steel) are used often in the oil and gas industry and are subjected to difficult service conditions such as alternating loads and low temperatures. Welding such steels with a steady arc leads to overheating the weld metal in the heat-affected zone (HAZ), causing pronounced grain coarsening. Welding with lower heat input and in a narrow heat range reduces this phenomenon.
Requirements concerning the mechanical properties, reliability, and fatigue life of welded joints in oil and gas pipelines, as well as structures and tanks in chemical engineering, have become increasingly stringent in recent years. In a number of cases, minimum admissible indices of the mechanical properties are specified for such pipes and structures, primarily concerning the strength, impact toughness, and ductility. Properties of welded joints in structures usually are equivalent to those of the base metal.1
Steels such as 09G2S, 10G2S, and 17G1S are prone to softening in welding, which results in lower structural strength of welded joints. Low-alloyed steels in the thermally improved condition (after quenching and high-temperature tempering) are used often these days. Such treatment is applied, for instance, to 17G1S, 16GS, and 30KhGSNA. Softening of sections heated higher than 550 degrees C occurs in the near-weld zone. Postweld quenching with high-temperature tempering can restore completely the properties of HAZ metal in such welded joints. The mode of such a treatment should be similar to that of the earlier conducted heat treatment. 2
Artem Komarov, controlling the Heat Input
The Mechanical Properties of Welded Joints, 10G2S, Steady and Pulsed Modes
Heat treatment is mandatory in some other cases, as dictated by OST 26-291-79. Heat treatment of welded joints always complicates the welding technology, particularly during construction or repair field welding operations.
 To improve the strength and service properties of welded joints, the Institute of Strength Physics and Materials Science of the Siberian Division of the Russian Academy of Sciences uses a new approach, based on controlling the process of electrode metal melting and transfer in pulsed welding. This approach uses a flexible energy process, which ensures control of the complex electrodynamic system that involves the power source, electrode, arc, and weld pool. The process uses instantaneous values of energy characteristics, feedback channels, and subsequent study of the influence of adaptive pulsed welding on the structure and properties of welded joints on high-strength steels.3,4,5
To improve the strength and service properties of welded joints, the Institute of Strength Physics and Materials Science of the Siberian Division of the Russian Academy of Sciences uses a new approach, based on controlling the process of electrode metal melting and transfer in pulsed welding. This approach uses a flexible energy process, which ensures control of the complex electrodynamic system that involves the power source, electrode, arc, and weld pool. The process uses instantaneous values of energy characteristics, feedback channels, and subsequent study of the influence of adaptive pulsed welding on the structure and properties of welded joints on high-strength steels.3,4,5
This study investigates pulsed welding’s influence on the structure and the physical and mechanical properties of welded joints made from X67 and 17G1SU. The properties studied are strength under tensile static loading; microhardness of the structural components and its distribution in the welded joint zones; impact toughness at 20 degrees C and -60 degrees C; and these characteristics’ compliance with oil and gas pipeline welded joint requirements.
Conducting the Tests
Samples were prepared by welding two alloys taken from pipes 1,420 mm in diameter:
- 140 samples of 300-mm-long plates, 16 mm thick, cut out of pipes made from X67
- 150 samples of 300-mm-long plates, 14 mm thick, cut out of pipes made from 17G1SU
The tests included steady and pulsed welding modes. Welding in the steady mode relied on an inverter-type power source, model MP 200, manufactured by Kemppi Oy. For welding in the pulsed mode, the test used an adaptive process facilitated by using a VD-306E rectifier, manufactured by Mikhnevo Repair and Engineering Works, and a specialized UDI-205 attachment. For welding X67, the tests used ESAB electrodes (OK series); for welding 17G1SU, they relied on MTG grade Russian electrodes as well as German Kessel electrodes. The tests determined the following mechanical properties: ultimate tensile strength, yield point, relative elongation, and relative reduction in area. Samples for mechanical testing were two-sided blades cut out across the welded joint so that the weld was in the middle of the sample test portion (GOST 1497-73).
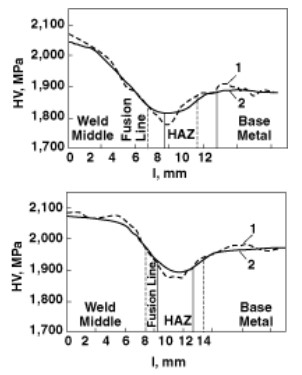 Artem Komarov reported that analyzing the microhardness distribution in the filling layer of 17G1SU welded joints made with MTG electrodes (1) and Kessel electrodes (2) in the steady mode (top) and the pulsed mode (bottom) reveals less hardness variation in the pulsed mode.
Artem Komarov reported that analyzing the microhardness distribution in the filling layer of 17G1SU welded joints made with MTG electrodes (1) and Kessel electrodes (2) in the steady mode (top) and the pulsed mode (bottom) reveals less hardness variation in the pulsed mode.
Test equipment also included an Instron-type unit and an MK-30A pendulum hammer used for determining impact toughness at 20 degrees C and -60 degrees C. A V-shaped concentrator made a notch in the weld (GOST 9454-78).
Qualification of the welded joint zone structure after mechanical testing for impact toughness was conducted with an MIM-9 optical microscope. Microhardness of metals in the welded joint zones was measured with a PMT-3 instrument at loads of 0.5 and 1.0 newton (N) on the indentor.
Steels types of 09G2 and 09G2S have a very high critical cooling rate, exceeding 100 degrees C per second.6Therefore, postweld cooling does not cause any martensite structure formation in the weld area and the HAZ. The metal’s structure changes from a coarse-grained ferrite-pearlite (often a Widmanstatten pattern) in the near-weld zone to a fine-grained ferrite-pearlite structure in the incomplete recrystallization zone. The metal’s hardness in the weld zone and near-weld zone of the HAZ usually is not more than 2,000 megapascals (MPa).
Metal Structure. Metallographic analysis of 10G2S samples showed that, compared to the steady mode, the pulsed mode produced welds that had more disperse, homogeneous, and equiaxed structures in all the weld sections by height (root, filling, and facing) and near the line of fusion with the base metal, as well as in the HAZ (see Figure 1).
Mechanical Properties. Mechanical testing of welded joint samples at static tensile loading demonstrated the high strength of the welds, formed by both the technologies (necking and fracture occurred along the HAZ boundary with the base metal). The pulsed mode and steady mode produced welded joints with equivalent ultimate strength, yield point, and relative reduction in area. Relative elongation of samples rose by about 20 percent in pulsed welding (see Figure 2), which is related to more finely dispersed structures that improve ductility of the metal in all the zones of the welded joint.

A microphotograph of weld metal in the facing layer of a 17G1SU joint after welding in the steady mode (top) has much larger grain size than the metal in a joint made in the pulsed mode (bottom).
The influence of the pulsed welding process of steel 17G1SU on formation of the metal structure of the weld and HAZ was studied with the aim of optimizing the structure of high-strength welded joints. Investigations showed that as a result of a controllable heat input into the item 7, the pulsed welding mode ensures a considerable refinement of the structure of the weld metal and the HAZ, which is the most prone to structural changes. This refinement prevents abrupt microhardness deterioration and strength in this zone, and thus reduces the likelihood of dangerous stress raisers developing here. Stress raisers would promote cracks, which lead to fracture (seeFigure 3).
Grain Size. The pulsed mode reduced grain size in the weld zone 2.5 to 3 times, and in the HAZ by approximately 2 times, compared with grain sizes in the steady mode (see Figure 4). Reduced grain size lowers the likelihood of postweld deformation and increases the weld joint impact toughness. For instance, the impact toughness of welded joints formed using MTG and Kessel electrodes increased by 8 percent to 27 percent during testing at 20 degrees C and by 15 percent to 24 percent at -60 degrees C (see Figure 5). Values of st of welded joints made with these electrodes exhibited little difference compared with those that resulted from the steady mode and were equal to about 560 MPa.
Impact Toughness of 17G1SU
 Exceeding the Standards
Exceeding the Standards
In keeping with current Russian standards governing edge preparation for gas and petrochemical equipment (OST 26-291-79), joints produced by manual arc welding, mechanized submerged arc welding, and gas-shielded arc welding should meet the following requirements:
The minimum KCV value of welded joints of low-alloy manganese and silicon-manganese steels at temperatures below -20 degrees C should be 0.3 megajoules per square meter (MJ/m2).
The ultimate tensile strength of welded joints at 20 degrees C should be equal to or exceed st of the base metal.
The impact toughness of 17G1SU after welding at -60 degrees C in the pulsed mode, using Kessel and MTG electrodes, was 1.7 and 2 times higher, respectively, than the level required by the standard and 24 percent and 15 percent higher, respectively, than the value for joints produced by welding in the steady mode. The ultimate strength of 10G2S and 17G1SU welded joints showed that after welding in the pulsed mode, the strength of the near-weld-zone metal was in all the cases higher than the strength of the base metal.
These values of impact toughness were obtained on welded joints not subjected to heat treatment (normalizing or refinement), which usually is used for samples and items of this class of low-alloy steels. 8,9The pulsed mode produced joints that had strength levels that met the requirements for welded joints of pipes for oil and gas pipelines, summed up Artem Komarov.
These results demonstrated that a heat treatment is not necessary after pulsed welding.














Последние комментарии